|
|||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||

|
|
||||||||||
|
金属加工技术
尼萃斯一直致力于全球范围的业务扩张,为更多的客户提供优质的金属热处理服务。每一个独立的工厂也在不断地扩充产能,以满足变化中的市场需求。 “本页面是尼萃斯当前或会在未来提供的所有金属处理技术的目录。”
现代表面处理技术
传统热处理技术
真空处理技术
其它
Nitreg® - 氮势 – 可控氮化
氮化处理的主要目的是通过富化氮气的形式来增加零件表面的硬度。在传统的三大渗氮方法中,鉴于环境和安全风险的考量,Nitrex不采用盐浴技术。等离子渗氮另有章节予以介绍,而由于Nitreg®家族工艺的发展,传统气体氮化逐渐被淘汰。 各种渗氮方法的一般原理以及对氮势控制技术的说明将在当前页的扩展页中予以更详细描述,您可点击此处阅览,此时一个独立的阅读窗将打开,而您亦可轻松关闭以返回此处。
Nitreg®是一种现代工艺,能够满足所有原来是通过盐浴、等离子体或传统气体氮化而实现的冶金学要求。对表面氮浓度的控制能力允许使用者通过独立发展一个理想的扩散区来实际控制化合物层的生长。这种方法不仅更容易满足任何给定的要求,而且对化合物层的厚度和性能可以实现更严格的公差范围。
优点总结:
Nitreg®-C:趋势控制氮碳共渗(FNC工艺) 铁素体氮碳共渗
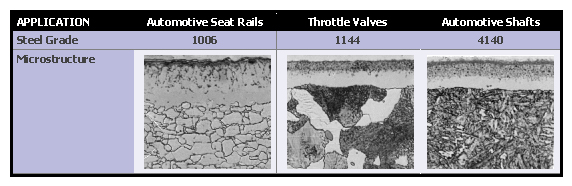
碳钢和低合金钢材料的Nitreg(Nitreg®)工艺通常可在一个较短周期时间内完成。 目的在于可靠地产生一种氮化情况,其通常会伴有增加的白层含量以及白层中的特定氮化相配置。 Nitreg®-C是可控的氮碳共渗(氮碳共渗或FNC工艺)。在它的工艺过程中可以精确的控制Kn值。将含碳气体加入渗氮气氛中有助于增加ε相的相对含量。 当我们寻求增加耐磨性和/或耐腐蚀性时,Kn控制技术的优点则得到了最好的诠释。这种氮化层特性不仅受到白层的厚度和相关相的组成的影响,而且还强烈依赖于白层中孔隙的相对水平。 在加工产品所需的白层配置时,Kn控制是必不可少的 通过Kn控制实现的各种孔隙度水平的实例如下所示: 应用程序
优点:
ONC® - 渗氮过程后处理/氮碳共渗氧化
当主要要求耐大气腐蚀性及新颖黑色抛光时,ONC®是适宜的工艺。 其目标是将通过Nitreg®或Nitreg®-C获得的白层的最顶端部分转变为一个复杂的尖晶石型结构(主要由氧化铁的Fe 3O4类型组成)。此类渗氮后氧化处理具有提高已经氮化组分的耐腐蚀性的效能。这种集成工艺(即Nitreg® + ONC®或Nitreg®C + ONC®)可提高钢的耐腐蚀性和耐磨损性,同时赋予表面颇具吸引力的深色或黑色外观,故而受到众多客户的热烈欢迎。 ONC®作为一种清洁的技术,通过与Nitreg® - 趋势控制氮化工艺或Nitreg®C - 趋势控制碳氮共渗工艺的组合应用,可以在许多情况下代替伴有固有污染及成本问题的镀铬及盐浴氮化。 根据钢的类型,Nitreg®+ONC®工艺所处理的部件可以很容易地通过超过200小时的ASTM B117盐雾试验,直到出现首个腐蚀斑点。图2表示对经Nitreg®+ONC®工艺处理后的三种材料冶金和腐蚀试验结果的比较。 优点:
Nitreg®-S - 趋势 - 不锈钢的控制渗氮
适用于不锈钢渗氮或耐热合金钢材的准则与适用于其它钢型的准则并无不同之处,但有一个例外。 这个例外就是专有的去钝化膜阶段,即从如铬、镍等之类的合金元素中去除氧化物,如未去除则它们将有力地阻止氮化过程,就像它们阻止不锈钢表面生锈一样。 所有类型的不锈钢均可氮化。马氏体、奥氏体或PH材料均包括在内。
Nano-STM - Surface Hardening Process for Stainless Steel
NANO-STM is a surface hardening process that improves the wear and galling resistance of stainless steel components without affecting the inherent corrosion resistance. Benefits:
Treatable Materials:
Blac-TrideTM - Post-Nitriding/Nitrocarburizing Oxidation
Blac-Tride™ is a proprietary Nitrex Metal post-oxidation treatment performed after the Nitreg® nitriding process or Nitreg®-C nitrocarburizing process for simultaneous improvement of wear properties and corrosion resistance. The flat black color of Blac-Tride™ provides a uniform, aesthetically pleasing appearance while maintaining the mechanical and tribological properties of the nitrided or nitrocarburized component. Blac-Tride™ is available exclusively to clients of our heat treating services and is used for products across a wide range of markets from brake discs, shafts, screws, firearm components to sporting goods.
Nitreg®-Ti – 趋势 - 钛合金的控制渗氮
主要用于航空航天和国防行业的钛合金亦能顺利地得到气体氮化,从而增加耐磨性并提供一个颇具吸引力的金黄色光洁度。 该技术并不广为人知,因为所涉及的应用程序也很具体。如欲获得最佳效果,请咨询我们的工程师,他们会在操作程序的某些独特方面给予您建议。
等离子体(离子)氮化
作为气体渗氮的一种替代,等离子体(离子)渗氮工艺已经可以克服早期传统非受控气体渗氮工艺的缺点,并能提供气体渗氮不具有的一定的操作优势。 本质上,等离子体是一种气体渗氮处理,这种向待渗氮部件表面传送氮原子的方法与标准的气体渗氮工艺完全不同。它发生在极低压力且高电压的情况下。 从冶金、摩擦和机械性能的角度来看,Nitreg®所得到的渗氮层的特性可以与受到良好控制的等离子体技术相媲美。 等离子体渗氮具有如下的优势,如:
就何种氮化方法更适合您的具体情况,您可以向我们咨询。 如果您寻求“离子”或“等离子体”氮化,我们可 随时为您服务。
真空碳氮共渗
这是一种在真空分压条件下同时将碳和氮扩散进入到铁基合金之中的热加工工艺。该工艺可以使工件表面的硬度变得极高且非常耐磨。真空碳氮共渗是对传统气氛碳氮共渗的显著改善。该工艺除了包含真空渗碳的所有既有优点之外,还可通过计算机实现对工件表面氮含量的精确控制。此外,这一项工艺并不需要任何额外的积碳清除,所以它不仅带来更高质量的终端产品,而且与颇具竞争性的传统气氛热处理工艺相比往往更为便宜。
常规渗碳
渗碳是一种可控的将碳原子扩散进入工件表面的工艺,常伴随着淬火和回火工艺,其目的在于提高工件的表面硬度。这种工艺一般应用于低碳钢。当渗碳过程在“常规”气氛炉而非真空炉中处理时,我们可以参考常规渗碳工艺。 在这一热工艺中,铁合金会被加热到高于其转变温度并暴露于富碳气氛介质中。工艺温度通常介于790°C - 1040°C范围内。碳原子会扩散进入工件,再加上随后的淬火,会使得产品同时具有坚硬、耐磨的表面和心部耐冲击韧性的特性。 固体、液体和气体碳介质均可用于渗碳工艺,但是前两个目前已很少使用。尼萃斯公司所提供的渗碳技术通过计算机控制下的整体淬火和井式气体渗碳炉来实现。我们可提供非常宽泛的硬化层深度范围选择,最高可达6.4mm(0.25英寸)。 此外,尼萃斯可提供局部渗碳的工艺,即只对工件的指定区域进行渗碳处理。
常规碳氮共渗
碳氮共渗工艺与渗碳工艺相类似,在渗碳气氛中添加了氨气成分,可将氮原子扩散进入处理的工件表面内。 注意:有时人们会将碳氮共渗与氮碳共渗相混淆。所以请仔细阅读这两项工艺的描述,以避免错误理解。
常规硬化/淬火
硬化是人类已知的最古老的冶金工艺,原指在火中炼剑然后掷入湖中使其极冷变硬的形式。现代的方法是先在可控气氛炉中加热,然后予以淬火(一般在加热的油中)。 表述“常规硬化”在此处被用来将该工艺与真空淬火区分开来。应当指出的是,“硬化”通常亦是指代“淬火”。 这一工艺的更精细版本是真空硬化。
传统回火
在淬火之后(可在气氛炉中以及在真空炉中,随后将说明)几乎总是需要回火,以降低硬度(和脆性)至理想水平。 此处使用的表述“传统回火”旨在与“真空回火”工艺区分开来。
常规淬火和回火 “淬火和回火”不是一项技术,仅是一种表述。本着完整性目的,我们将其囊括在本节之中,并帮助那些不熟悉这些工艺的人们更容易获取这些概念。 淬火和回火是可用的最基本的热处理方式,大部分铁基合金必须首先进行硬化处理(淬火),并然后回火至适当的硬度。 表述“淬火和回火”(或称“硬化和回火”)是如此的根深蒂固,以至于我们忘记了在一些传统工艺序列之中它们是在不同炉中完成的,其中的组分会尽快地从一处转移至另外一处。
正火
正火是一个相对简单的过程,然而其参数在很大程度上取决于钢的类型以及所需的结果。其主要目的通常为对晶粒结构的改进和匀化。
常规退火
退火的主要目的是为了软化金属。该工艺通常作为最初步的热处理操作之一,或是在淬火或回火工艺失效,无法满足工艺规范要求,而需要返工时的应急补救措施(真空退火同样如此)。
应力消除
正如该工艺名称清楚表明的那样,应力消除是用来减少机械加工或某些热处理操作之后的微观结构中的残余应力,以避免后期变形的发生。
时效硬化-时效/沉淀硬化
时效或沉淀硬化是将工件保温在适度温度下以改变材料的特性(一般为硬化),而不改变合金的化学成分。
奥氏体化
奥氏体化是一种可促使奥氏体在合金中形成的工艺。
复碳
当工件在热处理过程中发生了表面脱碳现象(碳含量降低),我们可以通过复碳技术来恢复已脱碳工件的碳含量。
真空硬化
真空硬化是对传统硬化的改进,操作时组分表面会被保护起来以免受由于暴露在气态气氛中可能产生的负面影响。根据规格要求,经真空处理后的材料会在气体或液体中淬火冷却。 表述“真空淬火”在此处被用来将该工艺与传统淬硬区分开来。应当指出的是,“硬化”通常亦是指代“淬火”。
真空回火
真空回火在淬火之后(可在气氛炉中或在真空炉中)几乎总是需要的,以降低处理后的材料的硬度(和脆性)至理想水平。 一般来说,在真空淬火之后没有必要一定使用真空回火,即大多数情况下可以使用传统回火。真空回火可用于高价值产品,它可以带来完全干净的表面。 此处使用的表述“真空回火”旨在与“传统回火”工艺区分开来。
真空退火
这个工艺与常规退火几乎是相同的,但真空退火方法更为优质,可以保护工件表面不与空气中的气氛发生化学反应,常规退火工艺无法避免这点。
真空钎焊
真空钎焊需要用到真空炉,但严格地说,它不是一种热处理工艺。整体来说,钎焊是通过液化金属焊料将两种不同的金属部件结合在一起的一项工艺,而该工艺需要在真空条件下完成。
真空渗碳
真空渗碳是迄今最先进的渗碳工艺,渗碳过程可在真空状态下实现。首先,物体会在真空下被加热到合金的转变温度以上。然后,在分压条件下,它们会被暴露在载碳气体或气体混合物之中。尼萃斯已经开发出一种革新工艺,称为“脉冲压力”,一种迅速成为行业标准的方法。 相对于常规渗碳,该方法的主要优点为: • 结果的可重复性范围在±25μm以内 • 显著减少尺寸变化和变形 • 提高抗疲劳强度 • 更好控制表面层的化学成分 • 更环保 渗碳工艺的基本情况已 在常规渗碳章节中叙述。
真空碳氮共渗
这是一种在真空分压条件下同时将碳和氮扩散进入到铁基合金之中的热加工工艺。该工艺可以使工件表面的硬度变得极高且非常耐磨。真空碳氮共渗是对传统气氛碳氮共渗的显著改善。该工艺除了包含真空渗碳的所有既有优点之外,还可通过计算机实现对工件表面氮含量的精确控制。此外,这一项工艺并不需要任何 额外的积碳清除,所以它不仅带来更高质量的终端产品,而且与颇具竞争性的传统气氛热处理工艺相比往往更为便宜。
玻璃珠喷丸
通过使用喷射玻璃珠的方法对金属构件的表面进行清洗。当喷砂被认为太过粗糙时,Nitrex会偶尔使用这项技术。
抛丸或喷丸
当用到微型钢球时,使用这种媒介来加工部件的工艺将被称为抛丸或喷丸。抛喷瞄准的对象是在旋转的腔室中翻滚的零件。“抛丸”或“喷丸”之间存在某些区别,但是这一工艺过程都差不多。目的在于清洁部件或消除尖锐边缘时可使用前者,而用于机械压缩材料表面层时则用后者。这种处理方式所带来的压缩应力,在大多数情况下将改善零件的耐疲劳性。
喷砂
喷砂主要用于除去组分表面上的锈迹、涂料、碎屑或明显的瑕疵。根据需要,该项技术可在热处理前(准备)或热处理后(例如:氧化除去)使用。
校直
某些零件、特别是较长的对象如轴类,在高温处理中容易变形。大多数情况下,通过使用特殊的液压机可将它们成功校直。
钳位回火
热处理会会无法避免地对工件产生变形。为了减少变形,一些零件在回火过程中必须通过“钳压”来限制住,这一工艺称之为钳位回火。
深冷处理/冻结
经过成功的淬火和回火后,通常需要将工件进行低温处理,亦称之为冻结(或零度以下冻结)。此工艺会诱使碳化物颗粒以沉淀进入铁晶格中的空隙,从而生成可减少摩擦、磨损及热软化的更密集并更稳定的结构。
优点总结: • 转变残余奥氏体(软质)为马氏体(硬质) • 增加强度、韧性、稳定性和耐久性 • 增加钢结构的密度 • 降低摩擦系数 • 减少残余应力和脆性 • 显著提高耐磨性。
|
||||||||||||||||||||||||||||||||||||||||||||

© 2014 尼萃斯(无锡)热工技术有限公司 版权所有 - 苏ICP备13042984号-1
|